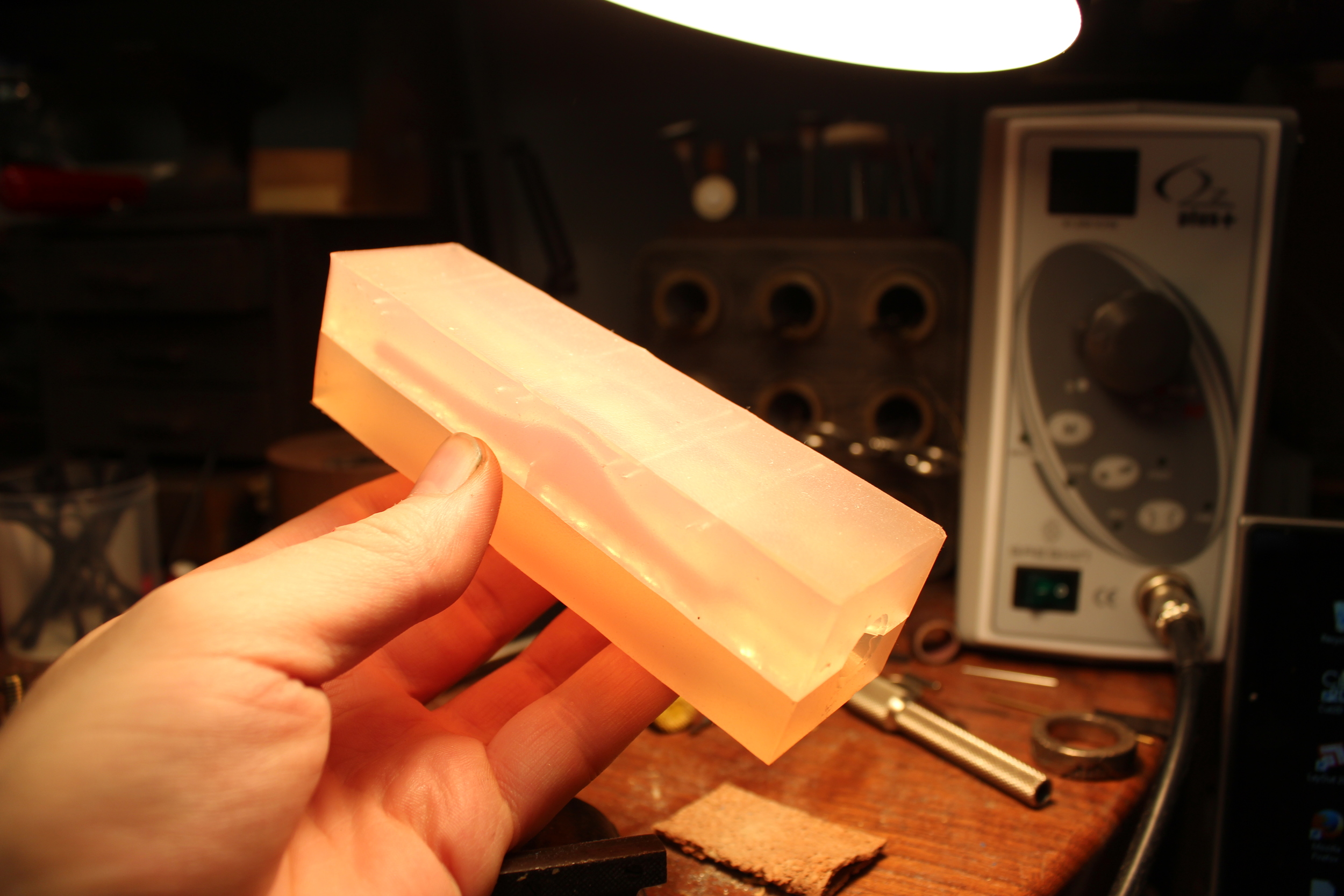
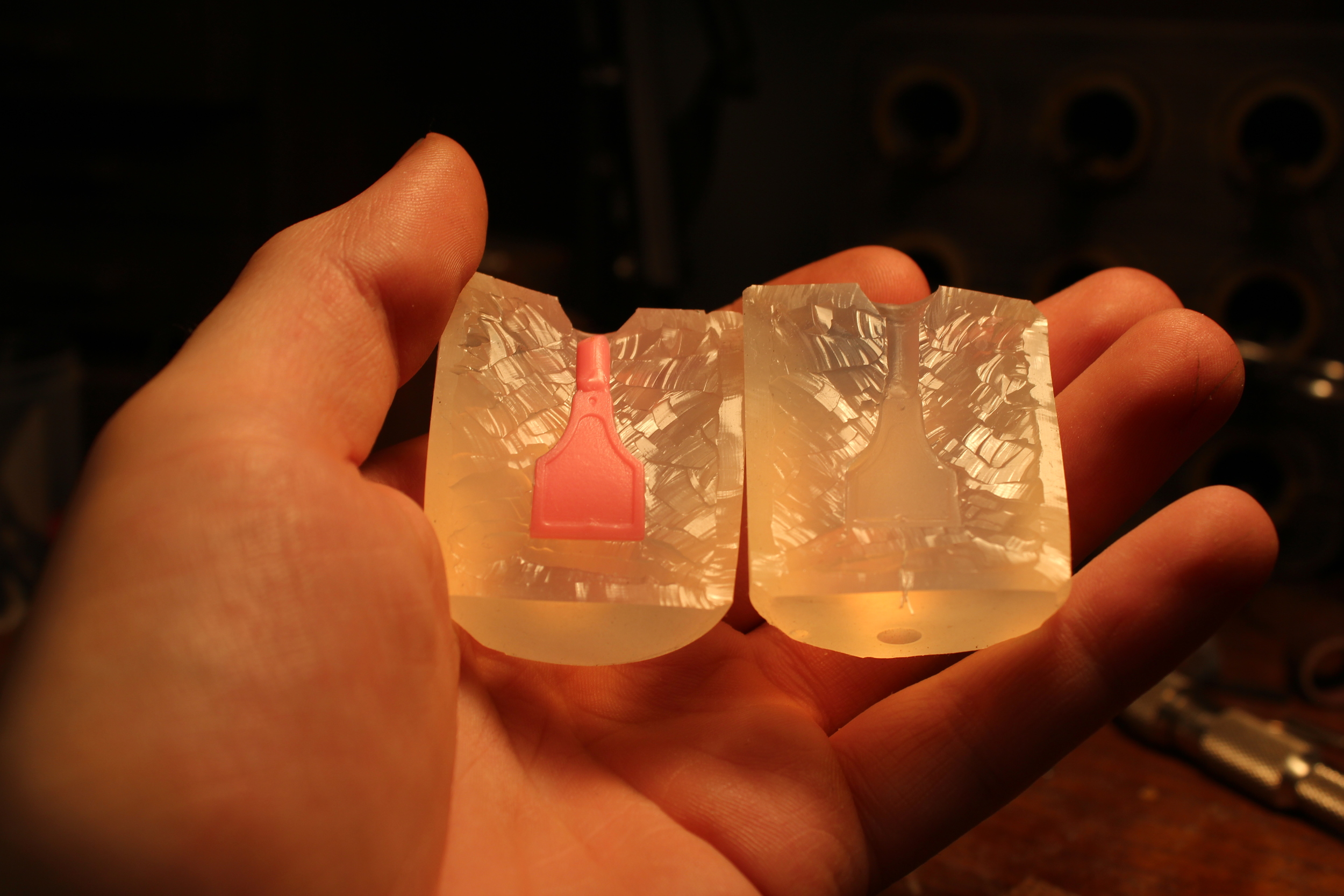
Once I had master patterns for the plane sole and cap iron, I made multiples for the lost wax casting process. I used a 2 part clear RTV rubber to make molds of my two 3D printed parts. I poured the rubber in one piece around the pattern and cut it into halves once it cured. The frame I used to contain the rubber was put back on as a shell to keep the mold together during wax injection.

I like the clear rubber because you can watch it fill with wax. Also, it makes poking accurate air vents much easier. I use a hypodermic needle or small drill bit with baby powder on it to poke air vents in the rubber. In the picture below you can barley the small vents in the top half.
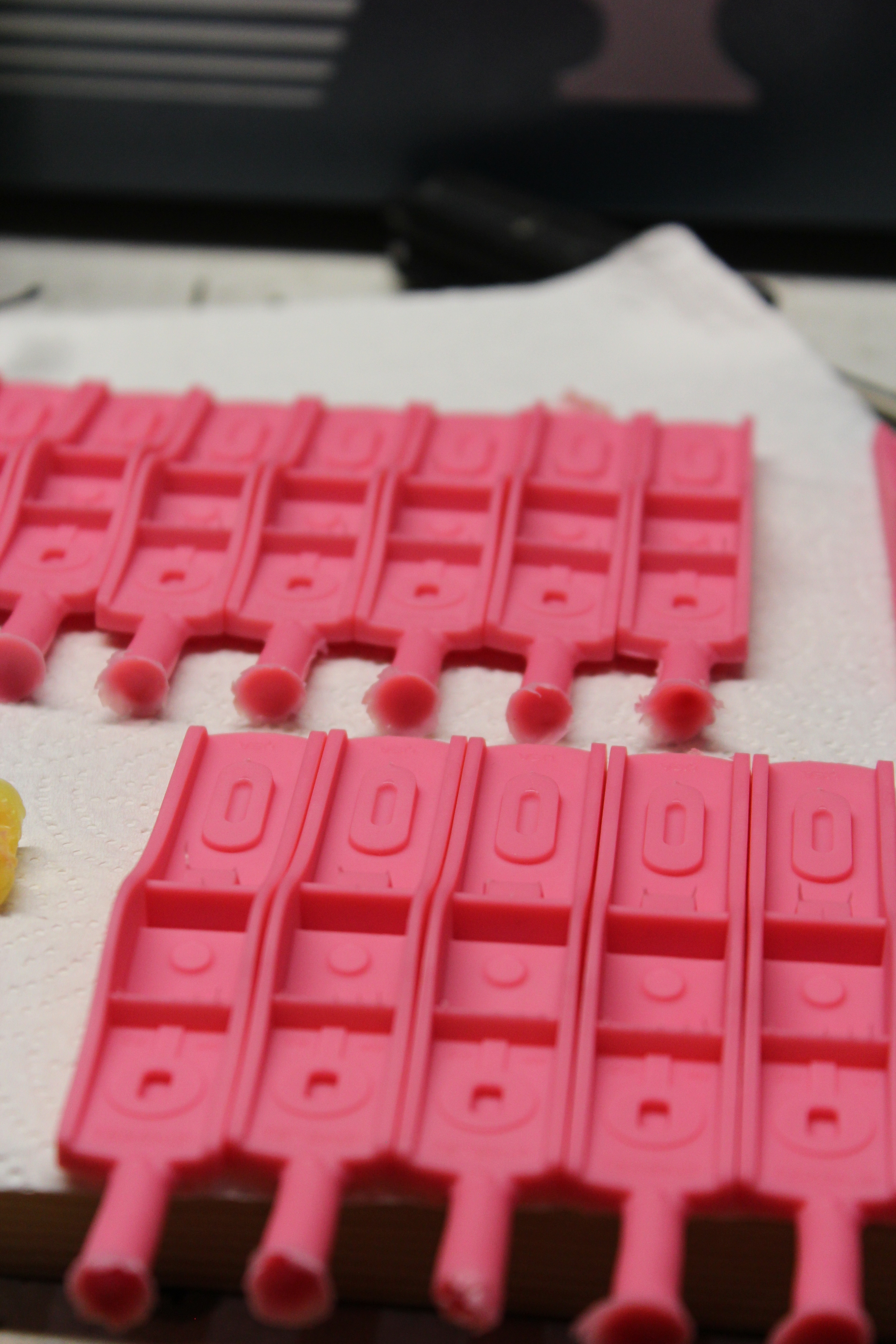
It took endless trial and error to get these wax injections to be just right. I think the first 50 were scrapped because some letter did not fill all the way. Once I got the wax temp dialed in and air vents in the right places they came out great, one after another. I made about 75 good waxes then carefully narrowed it down to 50 of the best ones.

The cap iron mold rubber was poured inside of a PVC pipe machined with a 1 degree taper on the inside. Once the mold is cut apart the two halves fit together and slip back into the tapered pipe, locking in for injection. I picked up this method from Paul Hamler. Thanks Paul.
Once I had my wax multiples, they were all melted onto a wax tree for casting. The few around the top in the picture (bottom of casting) I put at different angles to see if it would effect the casting. With the wax trees constructed, an investment mold was poured around the wax and placed into a kiln for a 14 hour burnout cycle. The first few hours of the burnout eliminate the wax, leaving a mold cavity. The mold is then slowly brought up to 1350 degrees to fully cure. Once the temperature comes back down to 900 degrees they are ready to be poured.

I cast the plane soles in White bronze, and the cap irons in Silicon Bronze. I melted the metal in a electric melting furnace, using a graphite crucible. Once the metal was ready to pour, the 900 degree mold was taken out of the kiln and placed into a vacuum table. The vacuum pulls air through the perforated flask and porous mold material yielding a highly detailed casting. Once the metal cools in the mold, the mold is dissolved and picked away to uncover the castings. I was taught to quench them while they are still pretty hot, eliminating the need to pick away at the investment. I quenched the first castings too soon and warped them significantly, the next castings I waited until they were just warm to start digging at them.



Cap iron castings - Silicon Bronze

Full set of plane sole casting in white bronze
Once most of the molding investment was cleaned off the castings, they were cut off the tree and bead blasted for final cleaning. After the bead blast cleaning I could get a better look at how the castings came out.


